Magnesium alloys with low density, good recyclability and good damping performance have great application prospects on high-precision machine tools. The use of magnesium alloys to produce high-precision machine tool components is beneficial to improve the shock absorption performance of machine tools and improve the accuracy and reliability of machine tools. However, in the actual production process, forging is a common preparation process for magnesium alloy parts for high-precision machine tools. Forging process has a significant impact on the microstructure and comprehensive properties of magnesium alloys. However, for forging process for high-precision machine tool magnesium There are few reports on the damping properties of alloys. To this end, Muwen uses different forging processes to prepare magnesium alloys for high-precision machine tools, and focuses on the influence of forging process on the damping properties of magnesium alloys for high-precision machine tools, and provides experimental data for the application of magnesium alloys on high-precision machine tools.
1. Test materials and methods
1.1 Test materials
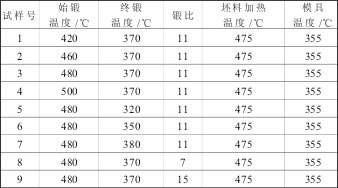
Magnesium ingot, aluminum ingot, zinc powder, gin powder and Mg-5 Mn intermediate alloy are used as raw materials. The method of casting iron mold after medium frequency induction melting is used to obtain magnesium alloy ingot for high precision machine tool. The addition of manganese is mainly used for impurity removal. After the ingot was homogenized at 400 ° C for 6 h, the chemical composition analysis was carried out by SPECTRO IQ II energy dispersive X-ray fluorescence spectrometer. The results are shown in Table 1. The homogenized magnesium alloy ingot is processed into a small 100 mmx 150 mm blank, and the homogenized ingot is forged and formed on a J23-100 forging machine to obtain a forged magnesium alloy sample for high-precision machine tools. kind). The forging process parameters are shown in Table 2. Using a self-made mold, the mold consists of a circular cavity, a ram, a base and a module.
Table 1 chemical composition of the sample (mass fraction, %)

Table 2 forging process parameters of the sample
1.2 Test methods
After the sample was subjected to wire cutting, metallographic preparation and etching, the microstructure was observed with a PG18 metallographic microscope, and the average grain size of the sample was calculated by using Image Pro Plus software. The damping performance of the sample was tested by Ge low frequency torsion pendulum instrument. The sample size was 150mmxlmmxlmm. The heating furnace heating rate was 1.5 0C / min, the test temperature was 25 - 275 0C, the test frequency was 0.2 - 1.2 Hz, and the temperature was raised. The damping performance of the test specimen during the process, each measurement time is less than 30s.
2. Test results and discussion
2.1 The effect of the initial forging temperature
At the final forging temperature of 370 0C, forging ratio 11 and mold temperature of 355 0C (samples 1 - 4), the effect of different initial forging temperatures on the grain size of the sample is shown in Fig. 1. It can be seen from the figure that the initial forging temperature has a significant effect on the average grain size of the magnesium alloy for high precision machine tools. With the initial forging temperature increasing from 420 °C to 500 °C, the average grain size of the magnesium alloy for high-precision machine tools first decreases and then increases, and the alloy grains are first refined and then roughened. When the initial forging temperature is 480 °C, the magnesium alloy grains for high-precision machine tools are the finest, and the average grain size is as low as 6.7 μm.
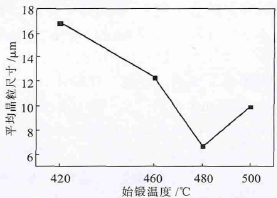
Figure 1 Effect of initial forging temperature on sample grain size
The damping properties of the samples prepared at the same frequency (0.6 Hz) at the same frequency (0.6 Hz) at the final forging temperature of 370 ° C, forging ratio 11 and mold temperature of 355 ° C are shown in Fig. 2 Shown. It can be seen from the figure that with the increase of the test temperature, the damping coefficient of the magnesium alloy for high-precision machine tools prepared by different initial forging temperatures is gradually increased, and the damping properties of the alloy are gradually improved. However, at the same test temperature, as the initial forging temperature increases, the damping coefficient of the magnesium alloy for high-precision machine tools first increases and then decreases, and the damping performance of the alloy first increases and then decreases. In the test environment of 25 °C, the magnesium alloy with high precision machine tool has the best damping performance when the initial forging temperature is 480 °C, and the damping coefficient is the largest (67×10-3), which is 63% higher than the initial forging temperature of 420 °C. It is 29% higher than the initial forging temperature of 460 °C, and 12% higher than the initial forging temperature of 500 °C. The damping properties of the samples prepared at different initial forging temperatures at the same test temperature (225 ° C) as shown in Figure 3 are shown in Figure 3. It can be seen from the figure that with the increase of frequency, the damping coefficient of magnesium alloy for high precision machine tools prepared with different initial forging temperatures is gradually reduced, and the damping properties of the alloy are gradually decreasing. However, at the same frequency, as the initial forging temperature increases, the damping coefficient of the magnesium alloy for high-precision machine tools also increases first and then decreases, and the damping performance of the alloy increases first and then decreases. In the 0.8Hz test frequency environment, the magnesium alloy with high precision machine tool has the best damping performance at the initial forging temperature of 480 °C, and the damping coefficient is the largest (130×10-3), which is 124% higher than the initial forging temperature of 420 °C. Compared with the initial forging temperature of 460 ° C, it increased by 67%, which was 23% higher than the initial forging temperature of 500 °C. From this, it can be seen that the initial forging temperature of the Mg-Al-Zn-Ti magnesium alloy for high-precision machine tools is preferably 480 ° C from the viewpoint of improving the damping performance.

Fig. 2 Damping performance of different initial forging temperature specimens at 0.6 Hz
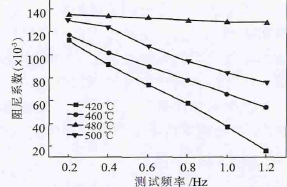
Figure 3. Damping performance of different initial forging temperature specimens at 225 °C test temperature
2.2 The effect of final forging temperature
At the initial forging temperature of 480 ° C, the forging ratio 11 and the mold temperature of 355 ° C (samples 5, 6, 3, 7), the effect of the final forging temperature on the grain size of the sample is shown in Fig. 4. As can be seen from Figure 4, the final forging temperature has a significant effect on the average grain size of the magnesium alloy for high precision machine tools. With the final forging temperature increasing from 320 ° C to 380 0 C, the average grain size of the magnesium alloy for high-precision machine tools first decreases and then increases, and the alloy grains are first refined and then coarsened. When the final forging temperature is 370 °C, the magnesium alloy grains for high-precision machine tools are the finest, and the average grain size is as low as 6.7 μm.
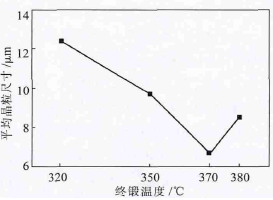
Figure 4 Effect of final forging temperature on the grain size of the sample
The damping properties of the samples prepared at different final forging temperatures at the same frequency (0.6 Hz) are shown in Fig. 5. It can be seen from the figure that with the increase of temperature, the damping coefficient of magnesium alloy for high precision machine tool prepared by different final forging temperature is gradually increased, and the damping performance of the alloy is gradually improved. However, at the same temperature, as the final forging temperature increases, the damping coefficient of the magnesium alloy for high-precision machine tools first increases and then decreases. In the test environment of 25 °C, the magnesium alloy with high precision machine tool has the best damping performance when the final forging temperature is 370 °C, the damping coefficient is the largest (67x10-3); it is 49% higher than the final forging temperature of 320 °C. The forging temperature was increased by 31% at 350 ° C and 16% when the final forging temperature was 380 ° C. The variation of the damping performance with the frequency of the sample prepared at different final forging temperatures at the same temperature (225 0C) is shown in Fig. 6. It can be seen from the figure that with the increase of frequency, the damping coefficient of magnesium alloy for high precision machine tool with different final forging temperature is gradually reduced. The damping performance of the alloy is gradually decreasing. However, at the same frequency, as the final forging temperature increases, the damping coefficient of the magnesium alloy for high-precision machine tools also increases first and then decreases, and the damping performance of the alloy increases first and then decreases. In the 0.8Hz test frequency environment, the magnesium alloy with high precision machine tool has the best damping performance at the final forging temperature of 370 °C, the damping coefficient is the largest (130x10-3); it is 210% higher than the final forging temperature of 320 °C. The final forging temperature was increased by 67% at 350 ° C, which was 38% higher than the final forging temperature of 380 ° C. From this, it can be seen that the final forging temperature of the Mg-AI-Zn-Ti magnesium alloy for high-precision machine tools is preferably 370 ° C from the viewpoint of improving the damping performance.
2.3 The effect of forging ratio
At the initial forging temperature of 480 0C and the final forging temperature of 370 0C (samples 8, 3, 9), the statistical results of the average grain size of the samples prepared by different forging ratios are shown in Fig. 7. It can be seen from the figure that the forging ratio has a significant effect on the average grain size of the magnesium alloy for high-precision machine tools. As the forging ratio increases from 7 to 15, the average grain size of the magnesium alloy for high-precision machine tools is first reduced and then the base is unchanged.
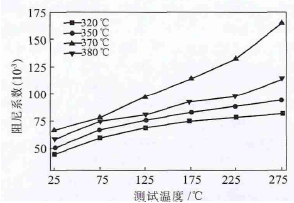
Fig. 5 Damping coefficient of different final forging temperature samples at the same frequency of 0.6 Hz
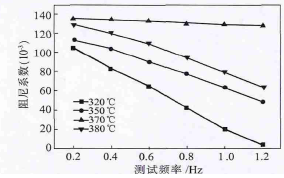
Figure 6 Damping coefficient of different final forging temperature samples at the same temperature of 225 °C
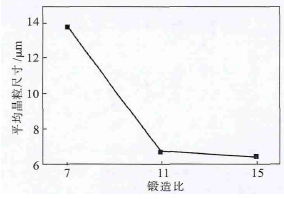
Figure 7 Effect of forging ratio on grain size of sample
The damping properties of samples prepared with different forging ratios at the same frequency (0.6 Hz) are shown in Fig. 8. It can be seen from Fig. 8 that with the increase of temperature, the damping coefficient of magnesium alloy for high precision machine tools prepared by different forging ratios is gradually increased, and the damping properties of the alloy are gradually improved. However, at the same test temperature, as the forging ratio increases, the damping coefficient of the magnesium alloy for high-precision machine tools first increases and then decreases, and the damping performance of the alloy first increases and then decreases. In the test environment of 275 °C, the magnesium alloy with high forging ratio of 11 is the best damping performance, the damping coefficient is the best (165x10-3); the forging ratio is increased by 54% when it is 7 and the forging ratio is 15 Increased by 29%. The samples prepared by different forging ratios at the same test temperature (225 0C) are shown in Figure 9. It can be seen from the figure that with the increase of frequency, the damping coefficient of magnesium alloy for high precision machine tools prepared by different forging ratios is gradually reduced, and the damping properties of the alloys are gradually decreasing. However, at the same frequency, as the forging ratio increases, the damping coefficient of the magnesium alloy for high-precision machine tools also increases first and then decreases, and the damping performance of the alloy increases first and then decreases. In the 0.8Hz test frequency environment, the magnesium alloy with high forging ratio of 11 is the best damping performance, the damping coefficient is the largest (130x10-3), which is 282% higher than the forging ratio of 7, and the forging ratio is 15 The time has increased by 136%. From this, it can be seen that the forging ratio of the Mg-AI-Zn-Ti magnesium alloy for high-precision machine tools is preferably 11 from the viewpoint of improving the damping performance.
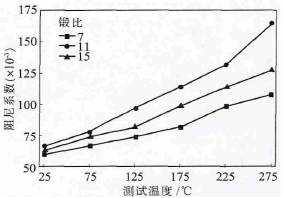
Figure 8. Damping coefficient of different forging ratio specimens at 0.6 HZ
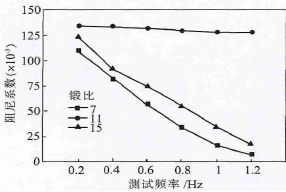
Figure 9. Damping coefficient of different forging ratio specimens at 225 °C test temperature
3. Conclusion
(1) With the initial forging temperature increasing from 420 °C to 500 °C, the average grain size of Mg-A1-Zn-Ti magnesium alloy for high-precision machine tools first decreases and then increases; at the same test temperature or the same frequency, the alloy The damping performance increases first and then decreases as the initial forging temperature increases. In the 25 0C test environment, the initial damping temperature of the alloy is 460 ° C, the alloy damping performance is 63%, 29%, 12% higher than the initial forging temperature of 420, 460, 500 ° C. In the 0.8Hz test frequency environment, the initial damping temperature of the alloy is 480 °C, the damping performance of the alloy is increased by 124%, 67%, 23% compared with the initial forging temperature of 420, 460, 500.
(2) With the final forging temperature increasing from 320 ° C to 380 0 C, the average grain size of the Mg-A1-Zn-Ti magnesium alloy for high-precision machine tools first decreases and then increases; at the same temperature or the same frequency, the alloy The damping performance increases first and then decreases with the increase of the final forging temperature. In the test environment of 25 °C, the damping performance at the final forging temperature of 370 °C is 49, 350, and 3% at the final forging temperature of 49, 350 and 3%, respectively. In the 0.8 HZ test frequency environment, the damping performance at the final forging temperature of 3700C is 210%, 67%, and 38% higher than the final forging temperature of 320, 350, and 380 °C, respectively.
(3) As the withging ratio increases from 7 to 15, the average grain size of the Mg-A1-Zn-Ti magnesium alloy for high-precision machine tools is first reduced and the base is unchanged; at the same test temperature or the same frequency, the alloy The damping performance increases first and then decreases as the forging ratio increases. In the test environment of 275 °C, the damping performance of the alloy at the forging ratio of 11 is 54% and 29% higher than the forging ratio of 7,15, respectively. In the 0.8 Hz test frequency environment, the damping performance of the alloy at the forging ratio of 11 is 282% and 136% higher than the forging ratio of 7,15, respectively.
(4) From the viewpoint of improving the damping performance of the Mg-AI-Zn-Ti magnesium alloy for high-precision machine tools, the initial forging temperature of the alloy is preferably 480 0 C, the final forging temperature is preferably 370 ° C, and the forging ratio is preferably 11.
Chain Link Edge Conveyor Chain Sprocket
Chain Link Edge Conveyor Belt
As we all know, the wire belts are combined with spiral wires, cross rod wires and various edges, such as balanced weave conveyor belt, chain link conveyor belt and compound weave conveyor belt. The rod conveyor belt is simply combined with rods and chain link or U-shaped edges.
Rod conveyor belt has extremely simple structure, but the rod conveyor belt is solid and rigid, which has thick rods and can be used in various applications.
Chain link conveyor belt is simple, economical and functional. Combined with several spiral coils, the structure of chain link conveyor belt is simple. Besides, it can save cost in the production, so it is economical and lightweight. Additional, the large open area make it suitable for the low load conveying applications. During using, the chain link conveyor belt can improve conveying efficiency and reduce downtime, so it is popular in drying and cooling applications, which has low load but needs high conveying efficiency.
Applications:
- Food processing: cooling, washing, drying, etc.
- Waste treatment facilities.
- Product sieving and sorting system.
- Blanching and product handling system.
Features of rod conveyor belt
- Simple structure. The rod conveyor belt is just combined with rods and link edges.
- Rigid structure. The rod conveyor belt are made of thick and high quality materials which supply rigid and solid structure to convey.
- Corrosion and rust resistance.
- High temperature resistance.
- Easy to clean.
- Low maintenance cost.
- Easy to install and replace.
- Suitable for heavy duty applications.
- Curved conveyor belt to suit more equipment.
- Side guards can be added to prevent products from spillage.
- Pallet package can ensure the safe transportation.
Details:
- Material: steel, stainless steel 304, 316 or other materials as your request.
- Speed: from less than 1 m/min to 20 m/min. (High speed quicker than 20 m/min may affect the longevity of the conveyor belt)
- Temperature range: -100°C to +300°C.
Chain Link Edge Conveyor Chain Sprocket,Stainless Steel Chain Sprockets,Conveyor Chain Sprocket For Sale,Best Industrial Chain Drive Sprockets
Hebei Risen Imp&Exp Trading Co.,Ltd , https://www.wirebeltconveyor.com